oxy-propane brazing
Brazing
Brazing is a metal joining technique that is similar to soldering, although performed at higher temperatures (above 900F). There are many resources available online for this process, but few (if any) that discuss brazing with oxy-propane.
My motivation for learning about brazing is to repair cast-iron parts. In particular, I am the proud owner of a Logan lathe cross slide casting designed for a taper-attachment that is broken.
Oxy-Propane Setup
For my setup, I decided on a Smith Toughcut outfit with propane hoses and regulator. Victor and Harris are alternative brands, however, I found their product lines so obfuscated with seemingly random number systems and sparse information online I wasn’t confident in them.
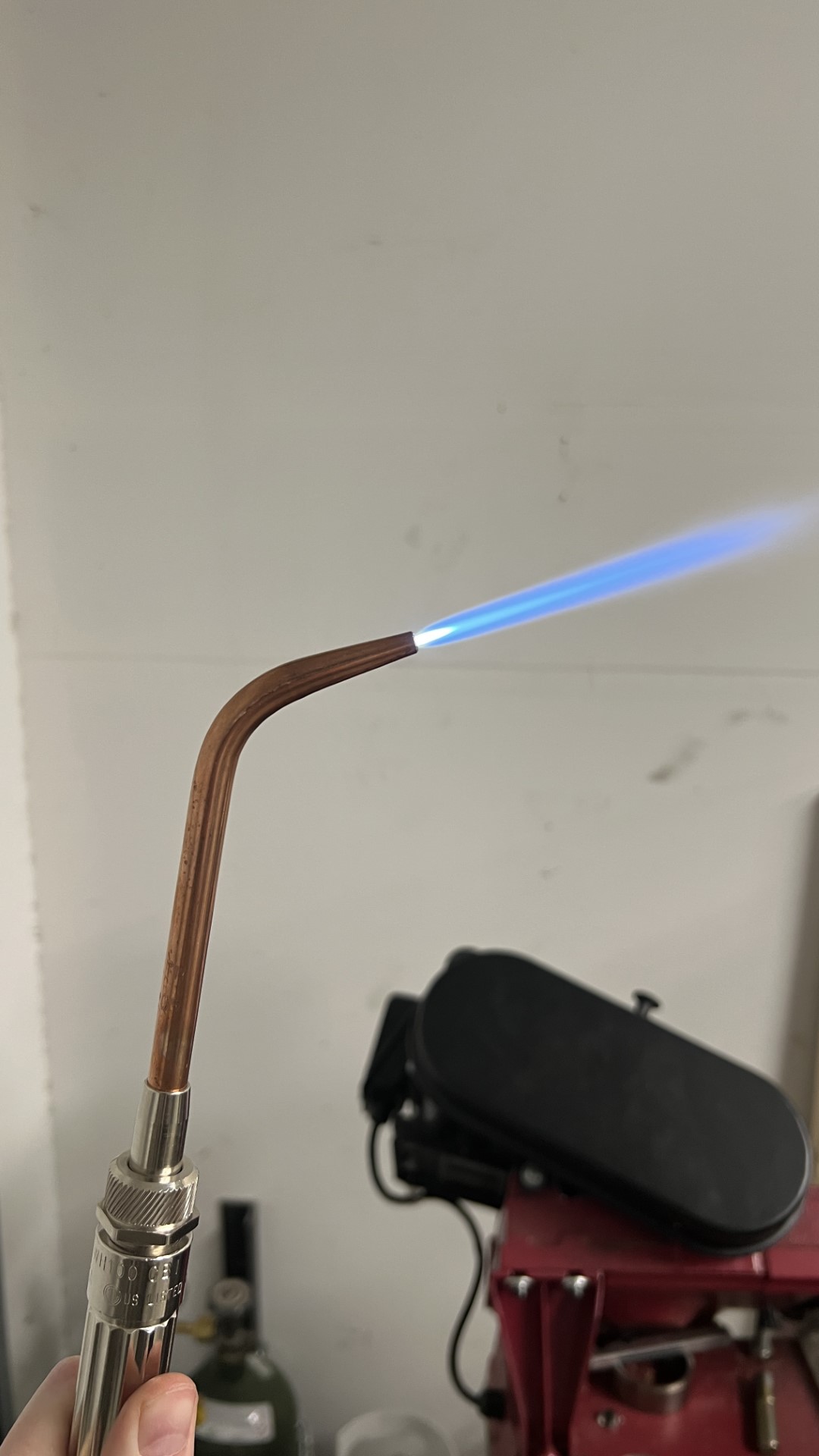
In any case, Smith nickel plated torch body is wonderful eye candy!
I also picked up a 40 cu.ft. cylinder of Oxygen from a local supplier, and a small (5lb.) cylinder of propane. The big decision here is what fuel gas to use. In the small shop, acetylene is too limiting if you are to avoid the dangers of using it.
Experiments with Acetylene Tips
The Smith website is pretty good (especially in comparison with Victor/Harris materials), and currently, there is a large selection of acetylene welding tips, and only one tip size for use with propane. The acetylene tips are much more available and less expensive than propane tips. So, what is the difference?
The internet convolutes the topic of acetylene equipment with propane. I decided to buy a common size acetylene welding tip and modify it for use with propane as a fuel gas. I used a two-piece oxy-propane cutting tip as a reference of a neutral flame with propane.
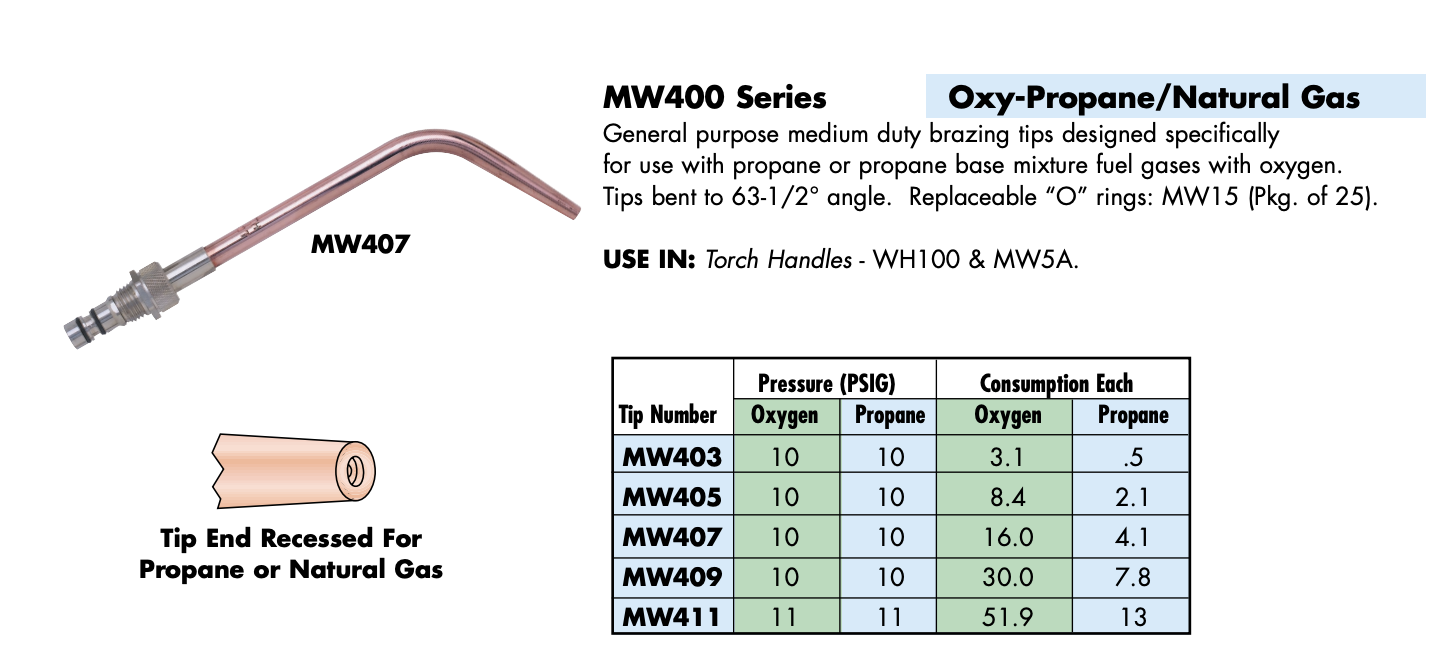
Additionally, an old Smith catalog indicates that a propane tip should be recessed, but not by how much.
My experiments followed this procedure with the welding tip:
- Use manufacturer specified gas pressures to establish the limits of the flame.
- Use reduced pressures as recommended by some comments on welding forums.
- Counterbore the tip with progressively larger and deeper sizes. Test the flame between each size.
Converting Acetylene Tips for Propane
To convert the Acetylene welding tips to oxy-propane, a counterbore roughly 3X the diameter and depth of the gas-orifice. This was done with a standard twist drill. The resulting hole is not chamfered! Doing so spoiled the result.
Here are the exact values I used:
| Tip Trade Name | Gas Orifice Diameter | CB Diameter | CB Depth |
|---|---|---|---|
| MW 203 | 0.028” | 0.094” | 0.094” |
| MW 205 | 0.044” | 0.140” | 0.140” |
| MW 205 | 0.0625” | 0.187” | 0.187” |

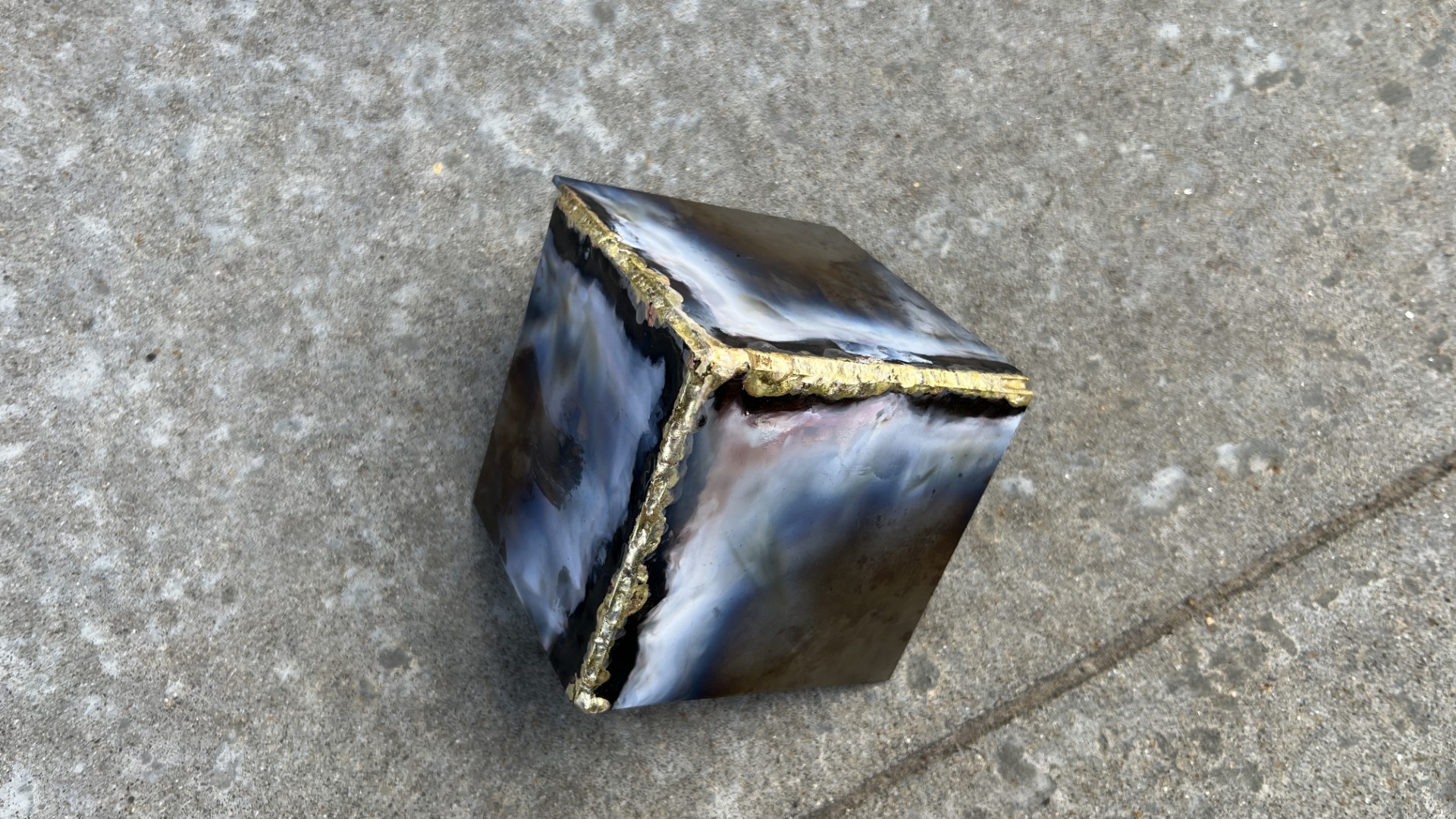
Results
The added counterbores were effective at sustaining a flame. Even flames that were very loud could be sustained.